La projection
La projection de résine (PJ, MJ)⚓
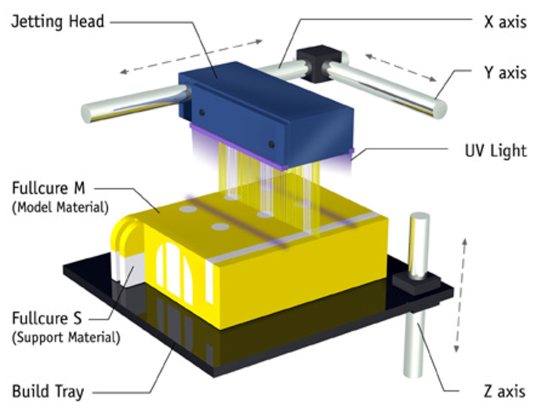
Le Photopolymer Jetting (PJ), ou Material Jetting (MJ), s'appuie sur la photopolymérisation, tout comme le SLA.
Dans ce procédé, des goutelettes de matériau sont projetées sur le plateau d'impression selon un motif qui correspond à la tranche de la pièce réalisée. Après chaque jet, le polymère est solidifié grâce à une lumière UV. Les goutellettes étant liquides, un autre matériau liquide durcissant rapidement en refroidissant est égalemet projeté autour du motif que forme la résine photodurcissable pour la contenir le temps qu'elle durcisse (ce qui peut prendre un temps important). Cet autre matériau sert aussi de support pour les géométries en porte à faux. Ce matériau peut ensuite être fondu dans un four à 70° ou dissou dans de l'eau selon sa nature, pour être évacué et libérer la pièce produite en résine photodurcissable.
L'avantage de cette technologie, est qu'elle ne nécessite pas d'autre post-traitement que la dissolution du matériau de support, contrairement au SLA qui nécessite du nettoyage, du durcissement au four UV et de l'ébavurage.
La projection de liant (BJ)⚓
La projection de liant (ou Binder Jetting) est une technique qui utilise la projection d'un liant sur un bain de poudre pour l'agglomérer et former les couches de la pièce. Une fois une couche durcie, le plateau descend d'une hauteur de couche, un chariot vient déposer une nouvelle couche de poudre non agglomérée sur la précédente, du liant est à nouveau projeté et ainsi de suite jusqu'à obtention de la pièce finale.
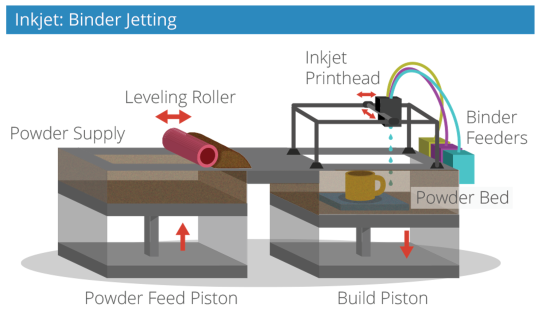
Les avantages de ce procédé sont :
- il ne nécessite aucun support puisque la poudre assure cette fonction,
- il peut utiliser un grand nombre de matériaux dont la cémarique qui peut ensuite être recuite à très haute température pour obetnir une pièce très dure,
- il permet de colorer les pièces avec une palette complète de courleurs en intégrant les pigments dans le liant,
- la poudre non utilisée est parfaitement réutilisable dans un autre cycle.
Le principal inconvénient est que les pièces qui sortent de la machine sont très fragiles et nécessitent un post traitement, soit un recuit, soit un apport de vernis durcissant pour améliorer leurs performances mécaniques.